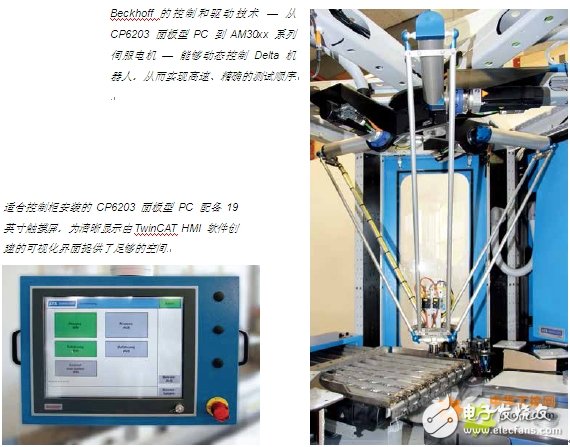
As a contract manufacturer in the metal processing industry, the Swiss company BruggliIndustrie is still using vision inspection systems to inspect stamping parts. In order to enhance the quality assurance ability and shorten the time from order to delivery, the visual inspection system has been replaced with a set of fully automatic test unit equipped with an advanced image processing system for the optical inspection system of ATS Automation. Beckhoff's integrated PC control system ensures precise test sequences and the use of Delta robots for highly dynamic workpiece handling.

The social enterprise Bruggli is headquartered in Romanshorn, Switzerland, and employs approximately 650 people. It attaches great importance to vocational skills training, continuing education and employment for persons with disabilities. BruggliIndustrie's industrial department accounts for about half of the company's total employees. In addition to producing its own products (such as portable dog cages and bicycle trailers), it mainly provides manufacturing and assembly services for the metal processing industry. In order to be able to meet higher and higher quality standards, the visual inspection system previously used in the manufacturing process was replaced with a fully automated test unit. This unit was developed by ATS AutomaTIon, a company headquartered in St. Gallen, Switzerland. Because the company has a solid background in engineering, control and drive technology, and image processing, it can provide customers with integrated solutions in one stop.
Universal and easy to disassemble test unitSpecial stamping parts used in the automotive industry are inspected using the Bruggli system. However, the test cell was actually developed for general use, as explained by ATS CEO Andreas Tobler: “The basic cell layout, that is, the feed of the workpiece, the test cell including the test station and the Delta robot, and the unloading conveyor, are designed Other workpieces can also be inspected with less conversion effort. The only thing that needs to be modified is the tool holder or suction holder, and of course, the process or image processing software."
The Delta robot is responsible for testing all the handling of the workpiece in order to detect whether there are punching and grinding errors, scratches, and whether there are dust and foreign objects in the drilling. In Bruggli's system, the stamped parts are first removed from the feed belt and placed in the previous test station, where it uses an inductive proximity sensor to check for errors caused by gaps in the material. In addition, dust is removed by vibration and compressed air nozzles. Next is the surface inspection on the test station, with a turn-back station between the top and bottom. This will bring three results, each of which meets 30 test criteria, which are analyzed by the image processing system and transmitted to the control system as the final result. According to this value, the Delta robot places the test workpiece on one of the two unloading conveyor belts. One of the conveyor belts is for the qualified workpieces and the workpieces that need to be inspected again, and the other is the horizontal waste channel for the scrapped workpieces. In addition, the palletizing contains 11 stamping parts, and each stamping part is formed on the "qualified workpiece" conveyor belt for packaging on the corresponding shipping carton.
According to Andreas Tobler, one of the features is the hexagonal cell design: “This construction method allows all the faces to be opened, allowing better access to the inside of the test cell. The Delta robot is located in the central position and can hold the robot gripper in any position. The given working height is moved to various positions inside the unit. In addition, additional test stations can be transferred out in the setting mode, thereby increasing accessibility.†BruggliIndustrie's metal vocational technology & training director UrsBuschor on another aspect Added: "This structure greatly simplifies and speeds up the cleaning of the system. In addition, in terms of ergonomics, the CP6203 panel PC suitable for control cabinet installation is used as an operating interface. It can be moved very flexibly. It rotates almost 360 degrees on the upper surface. This way the panel is always within reach, but not in the way, for example during maintenance work."
Kinematics function library is used to realize simple and efficient engineering workThe CP6203 panel PC suitable for control cabinet installation is equipped with a 19-inch touch screen and uses an Intel® Core™ 2 Duo processor (2.26 GHz) to be used as a control computer and HMI. The operating system uses Windows XP and the control software uses TwinCAT NC I. Andreas Tobler stated: "For us, the main advantage is the pre-configured robot kinematics function, which can significantly simplify the engineering process. The TwinCAT kinematics conversion library (level 3) provides a high-performance solution for a Delta robot The solution, especially, as in our case, when it is designed to transport workpieces at high speeds and efficiently, and has a relatively simple mechanism. At the beginning of the development process about three years ago, Beckhoff was the only company capable of Suppliers that provide open control systems, with Beckhoff, all requirements can be met using specific kinematics modules tailored to our own Delata robot mechanism."
Due to the flexibility of TwinCAT, there is also enough room for individual adjustment in terms of software. Therefore, the position of the Delta robot is not controlled by the NC program as usual, but directly controlled in the software by TwinCAT PLC. Andreas Tobler continued to analyze: "From a conceptual point of view, we want the PLC to control the entire test unit. For this purpose, a special function block is programmed to directly specify all positions. In addition, for engineering design, one parameter setting is enough This solution significantly simplifies the sequence control. For example, it can be easily moved and fixed through the operation interface for robot teaching without modifying the NC program."
Five servo motors and two stepper motor axes are used for dynamic implementation of position specification: three dual-channel servo drives AX5206 are used to move three robot axes or the turntable of two surface inspection stations through three AM3033 and two AM3022 servos Motor to achieve. In addition, two EL7031 stepper motor terminal modules and AS1000 stepper motor control intermediate foldback station, two EK1100 EtherCAT couplers and a total of 55 EtherCAT terminal modules are used to process I/O data.
PC control as an integrated control architectureAccording to ATS developer Rene Meili, PC control provides a huge advantage through its integrated control architecture that only integrates robot kinematics. In addition, he also pointed out that the safety of the machine is also an integral part of the overall system, which is guaranteed by Beckhoff's TwinSAFE safety solution: “The panel PC performs all control and visualization tasks, from user-friendly operations to Delta robots. Therefore, no need Separate robots and safety controllers. This universal integrated control architecture simplifies engineering work and reduces the overall cost of the solution."
Andreas Tobler confirmed the advantages of PC control technology: "In order to ensure the optimization of machine safety in each operating state, we chose a comprehensive TwinSAFE safety solution. The solution consists of EL6900 TwinSAFE PLC, four EL1904 TwinSAFE digital input terminal modules It is composed of an EL2904 TwinSAFE digital output terminal module. In addition, there is an AX5805 TwinSAFE drive option card for the AX5206 servo drive. The safety function for emergency stop (STO) and safety door monitoring are implemented in this way. Here, EtherCAT is for us Brings many benefits. EtherCAT to a large extent not only has high performance, but also has the advantages of general data communication. Our initial goal is to collect I/O data, solve safety problems, and synchronize the drive with an integrated bus system Giuseppe Pennimpede, BruggliIndustrie's quality & service team manager, said: "The use of TwinCAT HMI brings many advantages, because thanks to the seamlessly integrated visualization system, the required variables can be provided universally without the need to export or import data. Thus, for example, the modification of variables can be done quickly and without errors. "

Robotics and handling solutions-control and drive technology for the Delta robot in the test cell
Benefits for customers-Simplified engineering work through integrated control system
PC control structure
â–¡ TwinCAT kinematics conversion function library: provides robot functions, simple parameter setting
â–¡ TwinSAFE: Optimize machine safety in each operating state
ZGAR PCC
ZGAR electronic cigarette uses high-tech R&D, food grade disposable pod device and high-quality raw material. All package designs are Original IP. Our designer team is from Hong Kong. We have very high requirements for product quality, flavors taste and packaging design. The E-liquid is imported, materials are food grade, and assembly plant is medical-grade dust-free workshops.
From production to packaging, the whole system of tracking, efficient and orderly process, achieving daily efficient output. We pay attention to the details of each process control. The first class dust-free production workshop has passed the GMP food and drug production standard certification, ensuring quality and safety. We choose the products with a traceability system, which can not only effectively track and trace all kinds of data, but also ensure good product quality.
We offer best price, high quality Vape Device, E-Cigarette Vape Pen, Disposable Device Vape,Vape Pen Atomizer, Electronic cigarette to all over the world.
Much Better Vaping Experience!

ZGAR PCC E-Cigarette Vape Pen,ZGAR PCC Device Vape,ZGAR PCC Vape Pen Atomizer,Latest Disposable E-Cigarette OEM vape pen,ZGAR PCC electronic cigarette
Zgar International (M) SDN BHD , https://www.zgarette.com